加工中心编程与注释
加工中心编程与注释
实例为在预先处理好的100mm×100mm×100mm合金铝锭毛坯上加工图1所示的零件,其中正五边形外接圆直径为80mm。
实例为在预先处理好的100mm×100mm×100mm合金铝锭毛坯上加工图1所示的零件,其中正五边形外接圆直径为80mm。
一、工艺分析
本例中毛坯较为规则,采用平口钳装夹即可,选择以下4种刀具进行加工:1号刀为Ф20mm两刃立铣刀,用于粗加工;2号刀为Ф10mm中心钻,用于打定孔位;4号刀为Ф10mm钻刀,用于加工孔。通过测量刀具,设定补偿值用于刀具补偿。
该零件的加工工艺为:加工90mm×90mm×15mm的四边形→加工五边形×加工Ф40mm的内圆→精加工四边形、五边形、Ф40mm的内圆→加工4个Ф10mm的孔。

二、编程说明
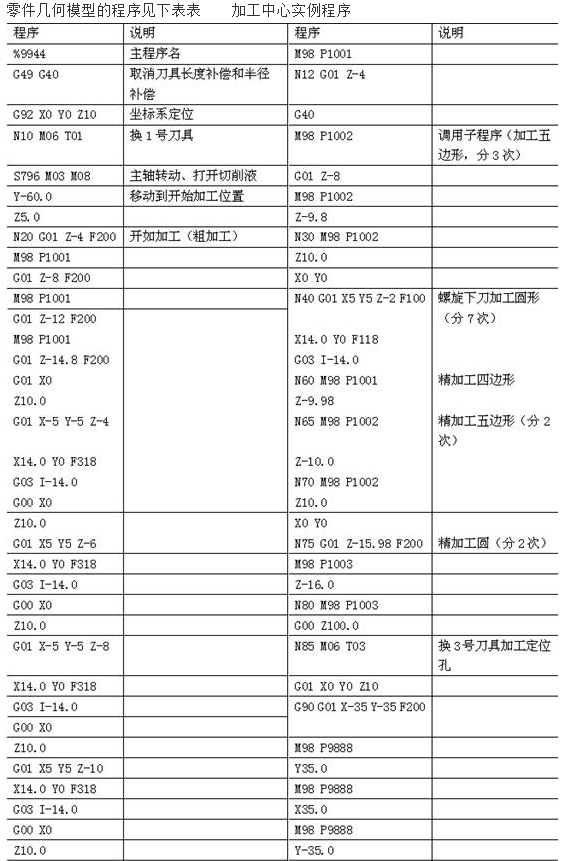
手工编程时应根据加工工艺编制加工的主程序,零件的局部形状由子程序加工。该零件由1个主程序和5个子程序组成,其中,P1001为四边形加工子程序,P1002为五边形加工子程序,P1003为圆形加工子程序,P9888为中心孔加工子程序,P9777为加工孔子程序。
用CAD/CAM软件系统辅助编程。首先进行零件几何造型,生成零件的几何模型,如图9-23所示。然后用CAM软件再生成NC程序。本例先从Pro/E中造型,用IGES格式转化到MasterCAM9.2中(也可以直接用MasterCAM进行零件几何造型),由MasterCAM生成NC程序。
三、精工程序及注释
- 留言列表
- 发表留言
-
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。